
A comprehensive quality management after most modern standards guarantees a remaining product quality on highest level.
In the Zimmermann quality department not only tolerances were checked with state-of-the-art test rigs. A brake test bench is also among the measuring and testing devices for brake components.

Besides Zimmermann’s in-house testing methods to check products of series production additional test equipment is available. Their results have tremendous impact on Zimmermann’s development of brake discs and brake pads. Zimmermann’s brake test bench is not only used for approval of the Zimmermann brake disc. Furthermore combinations of brake discs and several types of brake pads are tested conscientiously. Cooling behavior and deformation of discs under thermal heat is verified as well.

Initial sample checks, incoming inspections, initial sample approvals, in-process inspections and - if necessary - final inspections are implemented. Using the principle of operator-self-inspection program (OSI) these checks are minimised to realise cost optimisation. Additional checks are only used where necessary to supplement the OSI in case of special requirements.

Damages and defects in the cast material are recognized by visual inspections at all stages of production, allowing the affected units to be sifted out of the manufacturing process and withdrawn from further use.
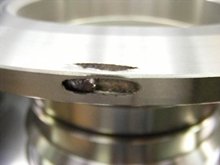
Damage includes for example scratch marks, blemishes or material fractures, which can occur through handling during manufacture and internal transportation.
Surface defects in the cast material, such as areas of porosity, shrink holes, cavities (hollows) and material shortage caused by insufficient mould filling or moulding, can occur during the casting and cooling process.
In addition to the customary analogue and digital testing and measuring equipment in standard use, Quality Assurance has access to other devices and facilities used to carry out further inspections.