
FAQs as well as the respective answers and facts
1. Direct sales - special discs
Since brake components are safety-related vehicle parts, original Zimmermann brake discs are only sold through wholesalers and specialized shops. There you will also find answers to questions regarding our products.
Do you need specialized brake discs? We can only manufacture such discs according to detailed drawings and in larger quantities (at least 500 units) Single-unit productions are not possible!
2. What brake pads are best suited for use with Otto Zimmermann brake discs?
We recommend a brake pad from Otto Zimmermann (brake pads with a high degree of comfort), but original or approved brake pads from other manufacturers (with ECE R90 approval) may also be used.
When using other brake pad material, especially sports brake pads with a higher hardness, Otto Zimmermann cannot guarantee an optimal braking function, and the brake disc can thus also be damaged or considerably impaired in its service life expectancy.
Fundamentally, it should be noted that the stressing of this type of wear part is heavily influenced by the individual driving behavior.
3. Do you need a general operating permit (ABE) for your brake disc?
Please contact your dealer for this. Provided there is an ABE issued for this disc and it is also necessary (the appropriate information is available to our distributors), you will need to provide the following information:
- The order number of the Otto Zimmermann brake discs or respectively ALL numbers and letters stated on the brake disc.
- Your mailing address.
This information should be transmitted to us from the dealer and we will immediately send you a new ABE for your brake discs.
We kindly ask for your understanding that direct calls to us concerning this topic may not be processed.
Additional information:
In Germany, an ABE for Otto Zimmermann brake discs is only required if the respective brake disc version differs from the OE part, for example, a sports brake disc. Other countries may have different regulations in this regard.
All brake discs that differ in their design from the original disc either have an ABE (for brake discs for vehicles first launched before November 2016) or a note for an ECE approval.
The ECE approval is valid as admission of the brake disc for all vehicles approved in our catalog under the respective article number.
4. Professional installation of brake discs and brake pads
To prevent problems, the brake disc / brake pad change should only be carried out by trained personnel. Fundamentally, the following must be observed:
Brake discs
- Only change them for the complete axle, if necessary observe the direction of run.
- Centre properly and mount with the specified torque in the correct order. Important: Test the axial run-out.
- With the replacement of the brake disc, also use new Otto Zimmermann brake pads or other authorized brake pads (ECE R90 approval).
Wheel hub
- Contact surface must be bare (no rust or dirt it may be present).
- Do not apply any grease or similar products. A thin layer of oilspray can be applied for an easier dismantling.
- Contact surface and centring may not be damaged.
- Contact surface must be level (hub imbalances cause axial run-out!).
Brake pads
- Use Otto Zimmermann brake pads or other authorized pads.
- Select the appropriate pads according to the vehicle type / year of make.
- Run-in the brakes in a professional manner, avoiding violent braking.
Brake calliper
- Check the protective caps for damage and replace if necessary. Check the pistons and guide elements for damages and proper function, and replace if necessary.
- Ensure the smooth running of the new pads in the calliper slot.
Wheel suspension
- Wishbone suspension arms and stabilizer rubber bushings may not be worn out, if necessary replace.
- Check the shock absorbers and replace if necessary.
- Check the front axle settings according to manufacturer's specifications and adjust if necessary.
Wheel bearings
- Check the clearance and adjust or secure accordingly if necessary.
Steering parts
- Check the steering clearance and adjust if necessary.
- Check the steering track rods and steering dampers for damages and proper function, and replace if necessary.
Wheels / tires
- Check for unbalance and balance if necessary.
- Testing of the vertical and lateral run-out, axial and radial run of the rim, and maintaining of the specifications.
5. Noises
Any squeaking noises are not caused by the brake disc itself! The cause of such resonance noises are other components of the braking system, which directly or indirectly act upon the brake disc. The brake pads should be mentioned as the primary cause if they do not harmonize optimally with the material of the disc due to their composition and / or have not been aligned precisely to the brake disc installation-wise. Another cause of squeaking noises could be from foreign objects that are jammed between the brake disc and brake pad.
Please also read our leaflet regarding this topic
Kindly see also #16 in our FAQs.
6. Steering wheel-flutter, pulsating brake pedal
Immediately proceed to the nearest specialist service centre if this occurs. A diagnosis is only possible after inspection of the vehicle on the spot. In the following, the most common causes are listed:
- Installation error through non-observance of the installation instructions
- Wrong brake pads
- Overloading of the brake system
- Imbalance of the wheels
- Steering defective (e. g. steering track-rod worn out)
7. Crack formation
Fundamentally, Zimmermann brake discs (standard and perforated design) are manufactured according to the respective original replacement part regarding the dimensions and the material used (GVO-ISO9001).
Perforated designs were tested for functionality, reliability and wear resistance by TÜV Nord and approved by the Federal Motor Transport Authority for the intended use in production vehicles. The brake discs meet the requirements, which are encountered during routine operation with respect to mechanical and thermal stress.
During the operation of brake discs in modified vehicles, during rally/race driving and/or with an aggressive driving style, the requirements are of course much more demanding in terms of the mechanical and thermal loads placed on the brake discs. This also applies when using race pads.
The formation of net-like (A1) or radially (B1) extending cracks on perforated brake discs is normal. According to the directive “Requirements for the testing of replacement and special brake discs and drums for vehicles" from the TÜV NORD, these are permitted up to the following values: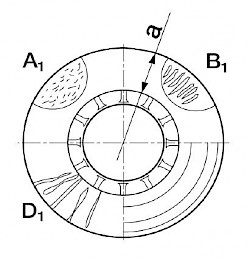
- Max. length: 0.5 x brake disc width (a)
- Max. width: 0.2 mm
- Max. depth: 0.2 mm
If these limits are not exceeded, there is no damage according to the statements of the aforementioned Directive. Larger sized cracks (D1) solely occur through mechanical and/or thermal overstress. Reasons for this may include:
- ignoring of the prescribed run-in phase (see run-in notices)
- individual driving behaviour
- intensive use
- unsuitable brake pads (hard, glazed, damaged, worn out)
- faulty installation (BD and/or pads)
- Failures of other components (brake system, axle suspension, steering system)
8. Heat treatment
Based on the latest developments in the casting technology, the cooling process after moulding is controlled in such a way that the tension relief is already guaranteed from the foundry on. The cost-intensive glowing of the raw or semi-finished parts (>>> slow heating to the annealing temperature, maintaining this temperature for several hours and then slowly re-cooling) can therefore be omitted nowadays.
9. Rust
Zimmermann brake discs are usually made of cast iron (with flake graphite) of different qualities: they correspond to the material used for the original spare parts.
The used iron grades contain very small amounts of corrosion-preventing elements. If products which are made from such materials are exposed to climatic conditions such as rain, fog, high humidity, sleet, or road salt, they tend to corrode after a short period of time. To counteract this effect, all Otto Zimmermann brake discs and brake drums are provided with an anti-corrosion coating.
Since January 2008, Zimmermann is offering a part of its product range with an improved anti-rust coating called Coat Z respectively Coat Z+. Thus, the non-engaged areas of the brake pads now have a greatly reduced tendency to corrode.
10. Warped brake disc
If vibrations occur under thermal load, the cause is often a "warped brake disc". If the measurement of the brake disc thickness also delivers differing values, the following diagnosis will be regarded as confirmed: Brake disc bent, brake disc "wobbles”, brake disc non-circular, brake disc warped, etc.
But the actual cause of the above stated phenomenon is a different one:
State-of-the-art brake pads are designed for adhesive friction. During a correct run-in braking of the brake disc/pad system a very thin, homogeneous layer of brake pad material is formed through a diffusion processes, on the friction surfaces of the brake disc. Thus there are two friction surfaces (brake disc and pad) which in the marginal zone more or less consist of the same material (particles); a shifting may occur in both directions (diffusion). Thus, the chemical bonds between casting and pad materials can break apart or develop new. This process takes place continuously since there is a smooth transition threshold between the friction surfaces of the brake disc and brake pad.
Failure to observe the brake-in process as well as a non-observance of the run-in phase will cause the formation of uncontrollable and uneven deposits of friction material on the braking surfaces which will result in a partial thermal over stressing of the braking surface. The irregular deposits, which protrude from the surface of the disc will be warmer than the surrounding cast iron. During each contact (once per revolution) of the brake pad with the leading edge of a deposit will increase the temperature at this point. At a temperature between 650° C and 700° C, the cast iron under such a deposit will transition to cementite, and deposits of very hard iron carbide (Fe3C) will form in the crystal lattice of the cast iron. Under very high mechanical and thus thermal loading of the brake, this process is facilitated even more - causing an escalation effect. With an increasing temperature, the cementite will build up and simultaneously penetrate deeper into the brake disc material. Ultimately this process will lead to the above described symptoms, such as rubbing, beating or pulsation of the brake. This can only be remedied through an exchange of the brake discs and brake pads.
It should be noted that the actual cause is not due to a faulty disc. The process described above set into motion through assembly errors, failure to observe the run-in regulations, etc. which damage the originally flawless brake disc.
Additional note:
If you attempt to remove deposits which are not or only barely visible without optical aids through abrasive measures (such as emery cloths, sandpaper, etc.), the condition of the brake disc will worsen even more, since the abrasive particles (mainly alumina) penetrate into the edge layers of the brake disc’s friction surface. For the same reason, these deposits should not removed by sand blasting.
11. Run-in notices
The following run-in notices are recommended to ensure a safe and proper operation of the brake disc / brake pad system:
Perform the run-in processes on road sections that allow for the following maneuvers to be carried out safely and within the provisions of road traffic regulations (StVO).
Violent or shock-braking should be avoided during the first 300 km of travel after the change of the brake discs.
When running-in Coat Z coated brake discs, kindly perform approximately 5-10 short and moderate braking operations for braking off the coating layer.
After that kindly ensure a bedding-in process of brake discs and brake pads. This process causes that the brake disc heats up gradually and serves to adapt the friction surfaces of the brake disc
and brake pad.
If the road conditions permit, perform several short, moderate braking actions (without ABS intervention) within the first 300km.
Failure to observe the recommended running-in procedure may result in impairment of the brake function and worse braking performance.
If these instructions are not complied with, Zimmermann shall not honour any warranty claims, if this non-compliance causes damage to the product or damages/harm to third parties. Furthermore, a warranty will also not be provided if damages and/or defects occur that are attributable to intensive use and/or individual driving behaviour and/or were caused by non-intended use!
12. Formula Z - Bake Disc
The composite or compound brake disc named "Formula Z" is suitable for motorsport applications due to its special design. In contrast to the fully cast-iron brake disc, the friction ring (cast iron) and hub (aluminum alloy) are connected by steel pins. The resulting, floating construction reduces the thermal buffering of the friction ring in the operating temperature state substantially, because the friction ring can freely expand under thermal stress (e.g. when braking from high speeds or several consecutive brake applications).
The use of the above mentioned aluminium alloy also considerably reduces the unsprung masses on the vehicle.
13. Behavior in case of complaints
Brake discs are cast and machined. There may be hidden defects that we can not detect, despite our high-quality production. Complaints are only handled through the dealer from which the products were purchased.
Warranty claims are "rights under the purchase agreement”. We therefore kindly ask you to understand that these can not be accepted as a complaint by us directly. The responsible dealer will contact Otto Zimmerman and forward your matter accordingly.
14. Material quality / “high carbon”
Zimmermann brake discs are usually made of cast iron (with flake graphite) of different qualities; they correspond to the material used for the original spare parts. Therefore, the utilization of such materials (referred to as "High Carbon” by the competition) has always been a matter of course for Otto Zimmermann.
15. Turn direction of sport brake discs
Most of the cross-drilled brake discs show an identical drilling pattern on the left and the right side.
This drilling pattern is adapted to the respective brake disc and therefore, for technical reasons, it may happen that the drilling pattern has an arch shape and the disc looks like a disc with a special turn direction.
I.e. when you fix these discs with the arch shape on the car, on one side the curved pattern (arch shape) points forward, on the other side it points backward. Reason for this is the necessity to follow the fins of the ventilation channel - if these fins show a curved pattern, the holes show this pattern, too. This pattern is then nevertheless used for both sides: left and right without any difference.
This pattern is absolutely safe and is giving the best performance as the size and the distance of the holes is more important than the direction.
16. Directional brake pads
Directional brake pads are specially developed for better comfort of the brake system. Mounting on the wrong side of the vehicle increases braking noise, leads to a higher wear on the brake pads and reduces the performance of the entire brake system.
Arrows
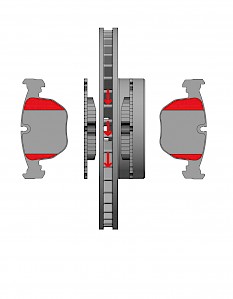
The arrows on the backing plate of the Zimmermann brake pads (Kindly see Pic. 1 and 2) indicate the direction of rotation of the brake disc and must therefore be taken into account when fitting the brake pads in the brake caliper. Make sure that the arrow points in the same direction of rotation of the vehicle wheels while driving.
 Pic. 1
Pic. 1  Pic. 2
Pic. 2
Different Bevels (Chamfers)
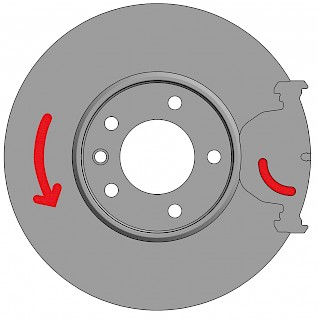
If the friction material is provided with different bevels (chamfers the brake pad will be prevented from lifting off the brake disc during braking. During installation, make sure that the larger chamfer needs to be presented at the leading edge where the pad first contacts the brake disc. (Kindly see Pic. 3)
 Pic. 3
Pic. 3
Curved cut-out in the carrier plate
A further indication of a directional brake pad, could be a curved cut-out oft he backing plate. (Kindly see Pic. 4 and 5)
 Pic. 4
Pic. 4  Pic. 5
Pic. 5
The curved cut-out needs to be at the leading edge of the pad that first comes into contact with the brake disc. (Kindly see Pic. 6)
 Pic. 6
Pic. 6